Our commitment to quality and innovation extends to every aspect of our manufacturing processes. The production of AAC (Autoclaved Aerated Concrete) products involves a precise combination of raw materials, cutting-edge technology, and optimized workflows to ensure superior performance and durability. Given below are the key parameters and steps involved in the manufacturing process, from raw material preparation to the final product.
Production Parameters
Production Parameters for AAC Blocks
Brickwell provides optimized parameters for AAC block production, ensuring consistency and quality:
Basic Mix Ratio:
- Fly Ash or Sand: Quick Lime: Cement: Gypsum = 69: 20: 8: 3
- Aluminum: ~0.08% of the total dry material
- Water Ratio: 0.6 - 0.65 (adjusted based on raw material properties)
Cycle Times:
- Timing: 10-6
- Mixing time: 3.00-3.5 minutes
- Cutting time: 3.0-3.5 minutes
- Rest Time (Pre-curing): 2-3 hours at ~40°C and 0.3-0.5 MPa pressure
- Cutting Cycle: 5 minutes
Autoclave Process:
- Evacuation: 0 to -0.06 MPa for 0.5 hours
- Boost Pressure: -0.06 to 1.3 MPa for 1.25 hours
- Isopiestic Pressure: 1.3 MPa at ~183°C for 7 hours
- Depressurization: 1.3 MPa to 0 MPa for 1.25 hours
- Total Cycle Time: 10 hours
- Coal Consumption: Approximately 24 kg/m³
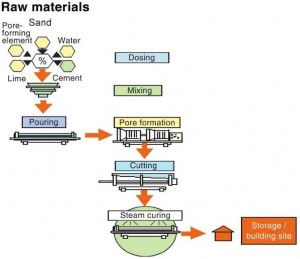
Step-by-Step AAC Block Manufacturing Process
Raw Material Preparation
- Fly Ash/Sand and Gypsum: Mixed in a slurry tank with water to achieve the desired concentration. The slurry is pumped into storage tanks for use.
- Quicklime: Stored in silos as powdered Quick Lime.
- Cement: Delivered in bulk and stored in silos for direct use.
- Aluminum Powder: Prepared as a 5% suspension for incorporation into the mix.
- Return Slurry: Scraps from cutting are collected, washed, and mixed for reuse, reducing waste and improving efficiency.
Batching, Mixing, Pouring, and Pre-Curing
- Measured amounts of Quick Lime, cement, and slurry are sent into the pouring mixer.
- Aluminum suspension is added manually to the mixer.
- The temperature of the slurry is adjusted (with steam if necessary) to meet process requirements.
- The slurry is poured into molds and pre-cured in a controlled environment for 2-3 hours. During this phase, the aluminum reacts with Si and Ca materials, releasing hydrogen and causing the slurry to expand into a solid “green cake.”
Cutting and Grouping
- After pre-curing, the green cake is transported to the cutting section using a demolding crane.
- Specialized horizontal, vertical, and side cutters shape the blocks.
- Cut cakes are then transferred to hardening carriages and grouped in preparation for curing.
Curing and Final Processing
- Grouped cakes are loaded into autoclaves for high-pressure steam curing at 1.3 MPa and ~190-210°C for 10 hours.
- Post-curing, the blocks are cooled, removed from the autoclave, and segregated for storage or transport.
- Molds and bottom plates are cleaned, oiled, and prepared for the next cycle.
Reclamation of Waste Slurry
- Wet waste generated during cutting is washed into a waste slurry mixer, mixed to the required concentration, and stored in a return slurry tank for future use.
